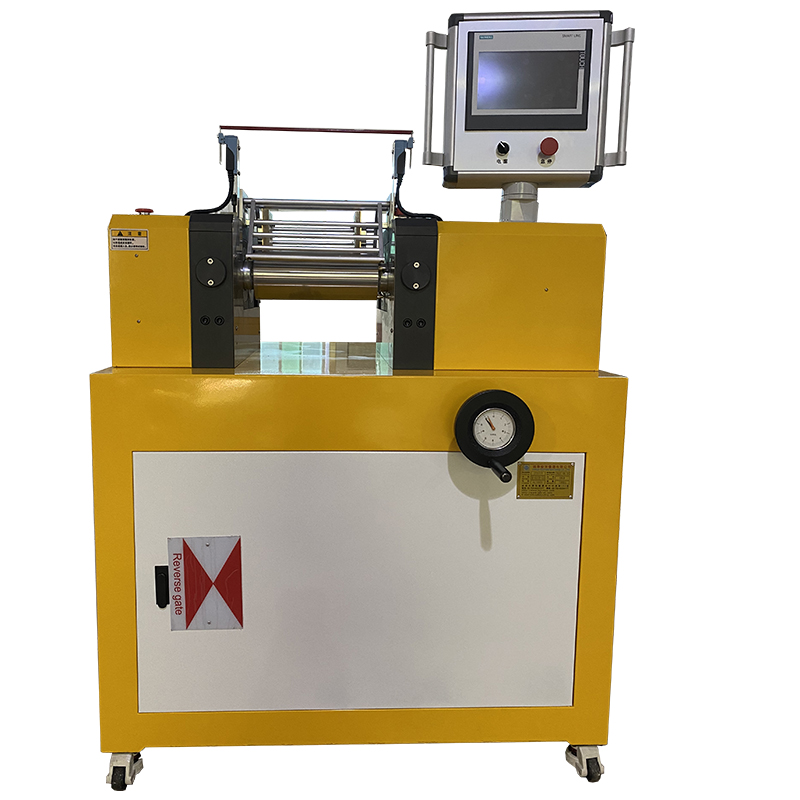
单调频开炼机是专为橡胶、塑料、复合材料等高分子材料设计的初加工核心设备,以 “单一频率调控驱动系统” 为技术核心,通过双辊相对旋转产生的剪切、挤压作用,实现物料的混炼(助剂与基体均匀混合)、塑炼(提升物料可塑性)、除杂(去除原料杂质)与预成型,广泛适配实验室小批量研发、中小规模生产线原料预处理场景,尤其在橡胶硫化前加工、塑料配方测试、色母粒助剂混合等环节具有不可替代的作用。
二、核心结构组成与设计特点
1. 关键功能部件(适配单调频技术)
- 双辊系统:采用 45# 钢镀铬 / 合金材质,表面光洁度达 Ra0.8μm 以上,抗磨损、耐腐蚀;辊筒直径常规为 Φ120-300mm(实验室型偏小,工业型偏大),长度 300-800mm,速比固定(通常 1:1.2-1:1.5),配合单调频驱动实现稳定转速输出,避免物料打滑或剪切不均。
- 单调频传动系统:搭载单相异步电机(功率 2.2-15kW,依规格而定),通过单一频率控制器精准调控电机转速(辊筒线速度 0.5-3m/s 可调),传动链路简化(无多频切换模块),降低故障风险,同时保证转速波动≤±2%,确保物料加工一致性。
- 温控系统:采用电加热(加热功率 3-12kW)+ 自来水冷却双重控温,温度范围常温 - 300℃可调,PID 自整定控制模式,配合辊筒内置测温传感器,温度误差≤±3℃,适配橡胶塑炼(需 100-180℃)、塑料混炼(需 150-250℃)等不同工艺需求。
- 调距装置:手动 / 电动螺旋调距,辊距调节范围 0.1-10mm,刻度精度 0.01mm,可根据物料厚度需求精准控制,满足薄通塑炼(小辊距)、粗炼(大辊距)等不同操作。
- 安全防护结构:配备紧急停机按钮(响应时间≤0.5s)、辊筒防护栏(高度≥300mm)、电机过载保护,符合 GB/T 25712-2010《橡胶塑料机械 安全要求》,避免操作事故。
2. 结构优势(与多频开炼机对比)
- 系统更简洁:无多频转换模块,电气线路简化,维护成本降低 30% 以上;
- 稳定性更高:单一频率驱动减少转速切换时的冲击,设备连续运行 8 小时无故障概率达 95% 以上;
- 操作更简便:仅需设定单一频率参数,无需复杂的多频匹配调试,新手可 1 小时内掌握基础操作。
三、核心技术优势(聚焦 “单调频” 核心价值)
1. 加工精度与一致性保障
- 转速精准可控:单调频控制器通过脉冲信号稳定调节电机转速,避免多频切换导致的转速波动,使物料剪切力均匀,混炼均匀度提升 20%(助剂分散偏差≤5%),有效减少后续压片、硫化环节的次品率。
- 工艺适配性强:虽为单一频率调控,但通过与固定速比辊筒、精准温控的协同,可适配橡胶(天然胶、丁苯胶)、塑料(PE、PP、PVC)、色母粒(颜料与载体树脂混合)等多种物料,无需更换核心部件,仅需调整工艺参数(温度、辊距、转速)。
2. 效率与成本平衡
- 能耗更低:单调频驱动电机无多频转换能耗损失,相比同规格多频开炼机,每小时省电 0.5-1.2 度,年运行(300 天)可节省电费 3600-8640 元;
- 投产周期短:设备安装调试仅需 1-2 天(多频机需 3-5 天),快速适配实验室研发或生产线应急补位需求。
3. 场景适配灵活性
- 实验室型(如 Φ120×300mm):体积小(占地≤1.5㎡)、重量轻(≤500kg),可移动,适配小批量样品制备(每次加工量 50-200g)、配方优化测试,满足科研机构、企业研发部门需求;
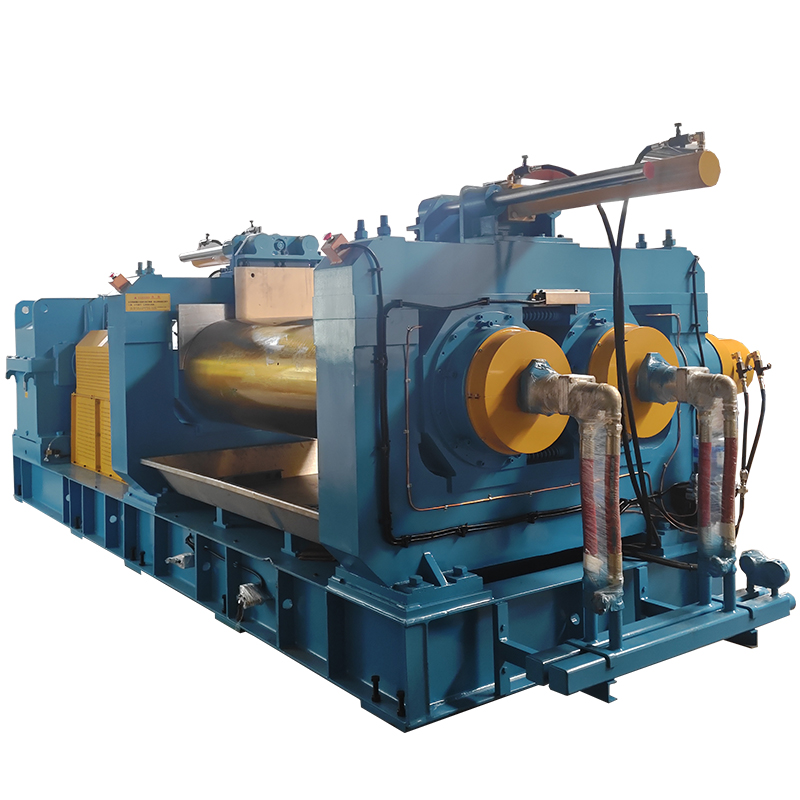
- 工业型(如 Φ250×600mm):产量可达 50-200kg/h,适配中小型橡胶制品厂(密封件、O 型圈)、塑料管材厂原料预处理,可与压片机、硫化机组成简易生产线。
四、典型应用场景与工艺适配
1. 橡胶行业
- 橡胶塑炼:将生胶(如天然胶)通过单调频开炼机(温度 120-160℃,辊距 0.5-1mm)薄通,破坏橡胶分子链,提升可塑性,为后续与硫化剂、炭黑的混炼做准备;
- 橡胶混炼:将塑炼后的橡胶与助剂(硫化剂、促进剂、填充剂)按比例加入设备(温度 140-180℃,辊距 1-2mm),通过稳定转速实现均匀混合,输出合格胶料(如轮胎胎面胶、密封件胶料)。
2. 塑料行业
- 塑料配方测试:实验室通过小型单调频开炼机(温度 160-220℃,辊距 0.8-1.5mm)将 PVC 树脂与稳定剂、增塑剂混合,测试配方的可塑性、色泽均匀度,快速迭代配方;
- 色母粒制备:将颜料(如炭黑、有机颜料)与 PE 载体树脂加入设备(温度 180-230℃,辊距 1-2mm),通过强剪切混合,制成色母粒半成品(后续造粒)。
3. 复合材料行业
- 纤维增强塑料预处理:将短切玻璃纤维与 PP 树脂通过单调频开炼机(温度 180-220℃,辊距 1.5-2mm)混合,使纤维均匀分散在树脂中,为后续压制成型(如复合材料板材)提供坯料。
五、操作与维护要点
1. 标准操作流程
- 开机前检查:确认辊筒无杂质、温控系统正常、安全防护装置完好,设定频率(转速)、温度参数;
- 预热与加料:待辊筒温度达到设定值(保温 10-15 分钟),将物料(如块状生胶、塑料粒子)缓慢加入双辊间,待物料包辊后,调整辊距进行混炼 / 塑炼;
- 过程监控:观察物料状态(如是否粘连、色泽是否均匀),适时翻胶(确保内外层混合均匀),达到工艺时间后(通常 5-15 分钟),调整辊距至最大,卸料;
- 关机清理:关闭加热与驱动系统,待辊筒冷却至 80℃以下,用专用刮板清理辊筒残留物料,切断电源。
2. 日常维护
- 辊筒维护:每周检查辊筒表面光洁度,若有划痕,用细砂纸(800-1200 目)轻微打磨;每月涂抹防锈油(停机超过 3 天);
- 传动系统维护:每季度检查电机轴承润滑情况,添加锂基润滑脂;每月检查传动皮带(若有)松紧度,避免打滑;
- 电气系统维护:每月清理控制柜灰尘,检查单调频控制器接线端子是否松动,确保信号传输稳定;
- 易损件更换:密封件(如辊筒端密封)每 6-12 个月更换一次,加热管若出现加热效率下降,及时更换。