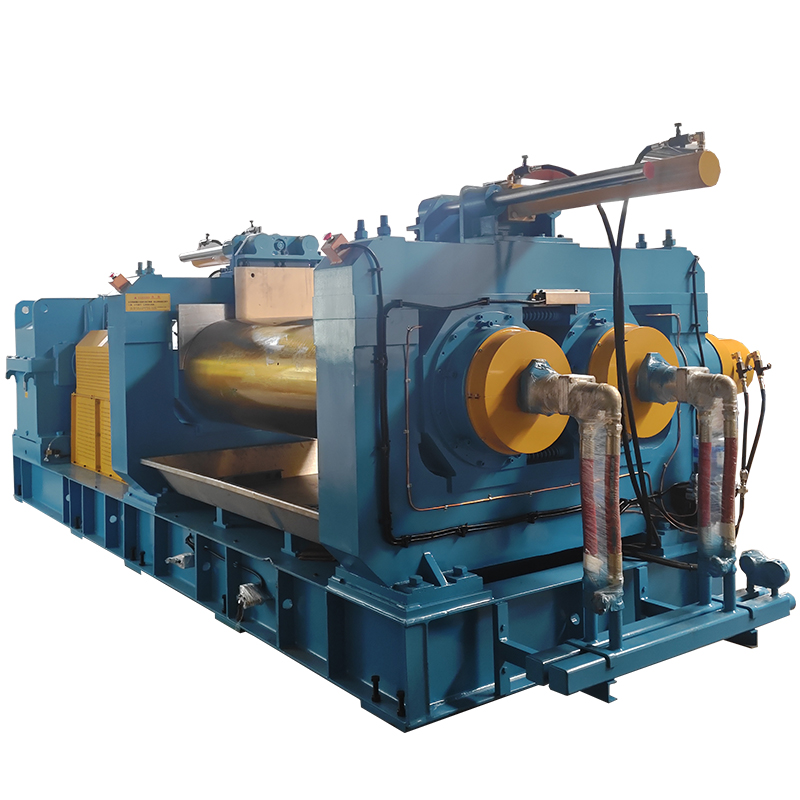
双螺杆挤出造粒机如何进行色母分散测试

一、测试前:双螺杆设备与物料的核心适配设定
1. 设备参数匹配(保障测试基础条件)
- 螺杆构型选择:优先采用 “输送段 + 强剪切段 + 混合段” 组合构型(剪切块占比 20%-30%),如采用 45°/60° 剪切盘,增强色母与基材的剪切分散能力;若测试高粘度色母(如炭黑色母),可增加反螺纹元件,延长物料停留时间,提升分散均匀度。
- 温控系统设定:按基材 + 色母特性分段控温,温度需覆盖基材熔点 + 10-30℃(如 PP + 白色母:喂料段 140-160℃、压缩段 170-180℃、均化段 180-190℃),温控精度需达 ±1℃,避免局部超温导致色母分解(如有机彩色母超 220℃易变色)或低温导致熔融不充分(出现色点)。
- 喂料与转速控制:采用失重式喂料机,按色母标准添加比例(1%-5%)精准输送 “基材 + 色母” 预混料,喂料波动≤±2%;螺杆转速设为 300-600r/min(低粘度基材取高转速,高粘度取中低转速),确保剪切力均匀且不破坏基材分子链。
2. 物料预处理(排除干扰因素)
- 基材需经干燥处理(如 ABS 含水率≤0.1%、PET 含水率≤0.05%),避免挤出时产生气泡影响分散观察;色母粒径需与基材匹配(色母粒径 0.5-2mm,基材粒径 2-3mm),防止喂料时分层。
二、测试中:依托双螺杆设备的样品制备
1. 设备预热与洗机(确保无杂质干扰)
- 双螺杆设备按设定温度预热,各段保温 20-30min,开启真空排气(真空度 - 0.08~-0.09MPa);先通入纯基材 “洗机” 5-10min,直至机头挤出熔体无杂色,确认设备内无残留后,切换至 “基材 + 色母” 混合物。
2. 稳定挤出与取样(保证样品代表性)
- 设备稳定运行 15-20min(确保物料完成熔融 - 剪切 - 混合)后,从切粒机出料口连续取 3 组粒子样品(每组 500g),同时可通过机头接样制备样条(如 ISO 拉伸样条)或薄膜(厚度 0.1-0.2mm),样品需无粘连、缺角。
三、测试后:基于设备产出样品的分散检测
1. 直观检测(快速初步判定)
- 粒子目视:取 100 粒样品平铺于白色背景板,自然光下观察,统计色母团聚粒(直径>0.5mm)、色斑数量,合格标准为缺陷粒子占比≤3%,无直径>1mm 团聚粒。
- 样条 / 薄膜目视:观察样条表面是否有明显色点、条纹,薄膜需透光检查,无肉眼可见分散不均现象。
2. 精密检测(量化分散效果)
- 显微镜观察:取粒子切片或薄膜样品,用 100-400 倍光学显微镜观察,通过图像分析软件统计色母团聚体数量(≤5 个 /mm² 为合格),测量最大团聚体尺寸(≤0.3mm 为合格)。
- 色差仪检测:在样条或薄膜上随机取 5 个检测点,用色差仪测 ΔE 值(色差值),合格标准为各点 ΔE≤0.8,且平均值与标准色板 ΔE≤0.5,反映色泽一致性。
四、结果关联:设备参数与分散效果的优化方向
- 若出现团聚粒多:可提升螺杆转速(增强剪切)、增加剪切块占比,或适当提高均化段温度(促进熔融)。
- 若出现色差大:需检查喂料机精度(避免色母添加量波动)、确保温控稳定(防止局部色母分解)。