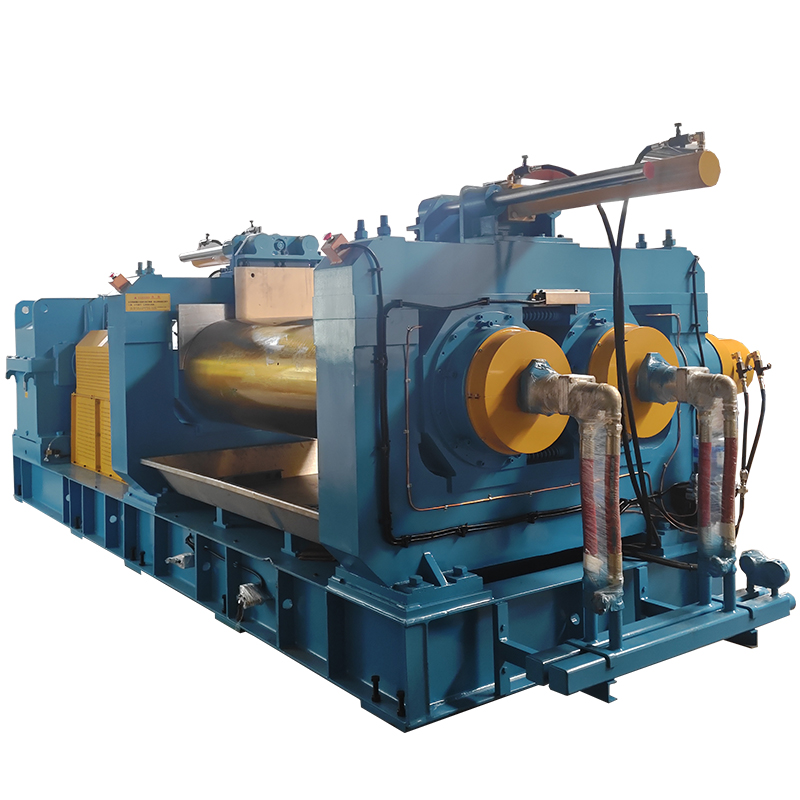
硫化机是高分子材料(橡胶、塑料、复合材料)加工领域的核心成型设备,通过精准控制 “温度、压力、时间” 三大核心参数,促使物料发生交联反应(橡胶硫化)或热压定型(塑料 / 复合材料),实现 “松散原料→致密定型产品” 的转化。其广泛应用于轮胎、密封件、输送带、复合材料构件等产品的生产,是橡塑工业中连接 “原料混炼” 与 “成品组装” 的关键环节,直接决定产品的物理性能(强度、弹性、耐老化性)与外观精度。
硫化机的结构围绕 “热压成型全流程” 设计,核心组件可拆解为四大系统,各系统功能互补、联动工作,确保工艺参数稳定可控:
硫化机的工作逻辑基于高分子材料的 “硫化反应特性”,通过控制 “温度、压力、时间” 三大要素,分 4 个阶段完成成型,具体流程如下:
- 预热阶段:启动加热系统,使加热平板升温至设定硫化温度(如橡胶密封圈 160℃、硅胶制品 180℃),同时清理模具内杂质、涂抹脱模剂(防止产品粘连);
- 进料与合模:将混炼后的原料(橡胶胶料、塑料颗粒、复合材料预浸料)放入模具型腔,启动加压系统,驱动上平板下降合模,施加初始压力(最终压力的 50%),初步固定物料形态;
- 硫化(热压)阶段:保持设定温度与压力,进入硫化保温时间(5-30 分钟,按产品厚度调整)—— 橡胶分子链发生交联反应形成稳定结构,塑料 / 复合材料熔融定型;期间液压系统自动补压,防止物料收缩导致密度下降;
- 脱模与冷却:硫化结束后,加压系统泄压,上平板上升,人工或自动装置取出模具并脱模;需快速定型的产品可转入冷却装置,避免余热导致变形。
根据 “结构形式”“自动化程度”“应用场景”,硫化机可分为多个类别,差异显著,需结合需求选择:
- 按结构形式分(核心分类):
- 平板硫化机:以平行加热平板为核心,分四柱(压力均匀,适配中小型模具)、框式(高刚性,适配大型厚壁产品如橡胶板材),占市场份额超 70%;
- 轮胎硫化机:专为轮胎设计,分双模(量产乘用车胎)、单模(工程胎),集成胎胚定位、硫化、脱模一体化;
- 胶带硫化机:用于输送带接头硫化,分电热式(便携,现场施工)、液压式(高压,高强度接头)。
- 按自动化程度分:
- 手动硫化机:人工控制合模、加压、脱模,效率低,仅适用于实验室试产;
- 半自动硫化机:加热 / 加压自动,脱模手动,兼顾成本与精度,适合中小批量生产;
- 全自动硫化机:集成自动进料、合模、硫化、脱模、输送,无人化生产,适配大规模量产(如汽车密封件生产线)。
- 按特殊功能分:
- 真空硫化机:配备真空系统(真空度≤-0.095MPa),避免产品气泡,适配医疗橡胶配件、电子密封件;
- 多层硫化机:2 层以上加热平板,同时硫化多组模具,产能比单层提升 2-5 倍,适配小尺寸产品(微型 O 型圈)。
硫化机的核心优势围绕 “成型精度、工艺适配性、生产效率” 展开,具体包括:
- 压力均匀性高:多缸同步液压系统 + 刚性机架,确保加热平板各区域压力差≤5%,避免产品 “边缘密实、中心疏松”(如密封件密封失效);
- 温控精准:PID 闭环控温 + 多区控温,精度 ±0.5-1℃,适配热敏性材料(如 PVC 防降解)、高温材料(特种橡胶 300℃);
- 工艺适配广:可调整温度(80-300℃)、压力(5-1000T)、时间,适配橡胶、塑料、复合材料,支持定制模具;
- 安全节能:红外防护、过载保护符合工业安全标准;节能型设备通过保温层 + 智能断电,能耗降低 15%-25%。
硫化机深度绑定高分子材料加工,核心领域包括:
- 橡胶工业:生产轮胎、密封圈、胶管、胶辊,如汽车发动机密封圈需 160℃、50T 压力硫化 10 分钟,确保高温不渗漏;
- 塑料工业:塑料板材热压定型、改性测试(实验室硫化机压制样片测强度);
- 复合材料工业:玻纤 / 碳纤复合材料构件(无人机机臂、风电叶片配件)层压成型,确保层间结合紧密;
- 医疗 / 新能源:医疗级橡胶配件(输液管接头)用真空硫化机防气泡;新能源电池极片压制(低温硫化防电极氧化)。
选择硫化机需关注 4 个维度,避免不匹配:
- 产品特性:小型精密件(微型密封件)选四柱硫化机,大型厚壁件(橡胶板材)选框式,无气泡需求选真空硫化机;
- 工艺参数:高温物料(特种橡胶)选热油 / 电加热(≥250℃),快速量产选多层全自动,小批量试产选手动 / 半自动;
- 产能需求:日均≤1000 件选单层,1000-10000 件选多层,>10000 件选全自动生产线;
- 安全环保:医疗 / 食品接触产品选 “食品级平板 + 无异味加热”,工业量产选低噪音(≤75dB)、低排放设备。
综上,硫化机是橡塑工业的 “成型中枢”,选型需结合产品、工艺、产能,通过精准匹配实现 “高精度、高效率、低能耗” 生产,满足从实验室研发到工业量产的全场景需求。