基于 TPU 的硬度、耐温性、流动性等核心特性,开炼机作为橡胶 / 弹性体混炼的关键设备,需结合 TPU 的材料特点调整工艺参数,才能实现高效混炼(如 TPU 与助剂共混、TPU 与其他弹性体复合),避免出现焦烧、混炼不均等问题。以下从 “特性匹配 — 开炼机操作 — 常见问题” 展开,打通 TPU 选择到开炼机应用的链路:
TPU 的硬度、热稳定性直接决定开炼机的辊温、辊速、辊距设置,是工艺调整的核心依据,需先明确特性与设备参数的对应关系:
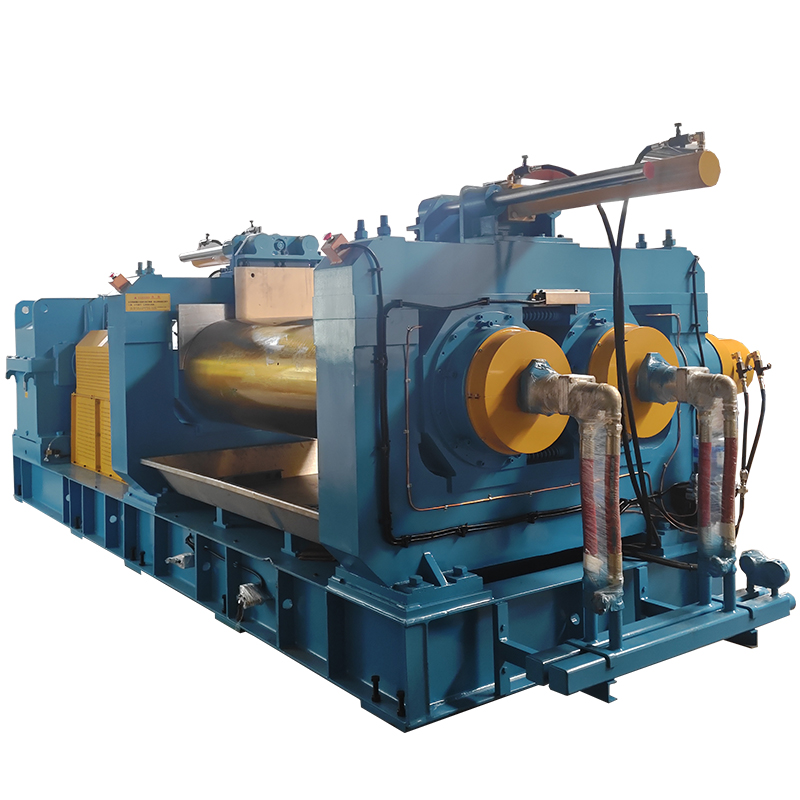
结合 TPU 特性,开炼机操作需遵循 “控温→喂料→混炼→出片” 四步,确保混炼质量与效率:
- 设备检查:清理开炼机辊筒表面(无残留杂质,避免污染 TPU),校准辊温传感器(确保实际温度与显示一致),检查辊距调节功能(保证均匀进料);
- 材料预处理:若 TPU 颗粒受潮(吸水率>0.5%),需先在 80-90℃烘箱中干燥 2-3 小时(避免混炼时产生气泡),助剂(如抗氧剂)需提前粉碎至 80 目以上(防分散不均)。
以 “邵氏 A90 通用级 TPU(聚醚型)+0.5% 抗氧剂” 为例,参数设定参考:
- 喂料阶段:将干燥后的 TPU 颗粒缓慢加入开炼机辊距间,待 TPU 软化包覆前辊后(约 1-2 分钟),再均匀撒入抗氧剂(避免一次性加入导致局部聚集);
- 翻炼阶段:助剂加入后,每隔 30 秒用割刀将辊筒上的 TPU 胶片 “打三角包”(翻折后重新喂入辊距),重复 3-4 次(确保助剂分散均匀,可通过观察胶片颜色是否一致判断);
- 出片阶段:调整辊距至 0.8-1mm,将混炼均匀的 TPU 胶片缓慢拉出,冷却至室温(可自然冷却或用冷风加速),避免胶片堆叠导致粘连。
- 关闭加热系统,待辊筒温度降至 40℃以下后,清理辊筒残留 TPU(用专用刮刀,避免划伤辊面);
- 混炼后的 TPU 胶片需密封保存(防吸潮、防尘),标注 TPU 型号、硬度、混炼日期(便于后续加工追溯)。
综上,从 TPU 选择到开炼机应用的核心逻辑是:先根据场景定 TPU 特性(硬度、耐温、功能),再以特性为依据调开炼机参数(控温、控速、控距),同时通过预处理、分阶段操作、问题排查,确保 TPU 混炼质量适配后续加工(如注塑、挤出)需求。